Svein Inge Nerland
Salgssjef


Our presses
We operate three different presses. Pls find detailed information about the presses below. To the right pls find information about the design capacities of each press. Actual capacities may vary depending on alloy, wall thickness, complexity and tolerances.
Raufoss Aluminum has a unique press setup enabling us to deliver on most customer needs, ranging from large demanding structures to small and light profiles.
We are offering to be your total supplier regardless of your profile requirements.
P70 (The most powerful press in the Nordics):
P22:
P12:
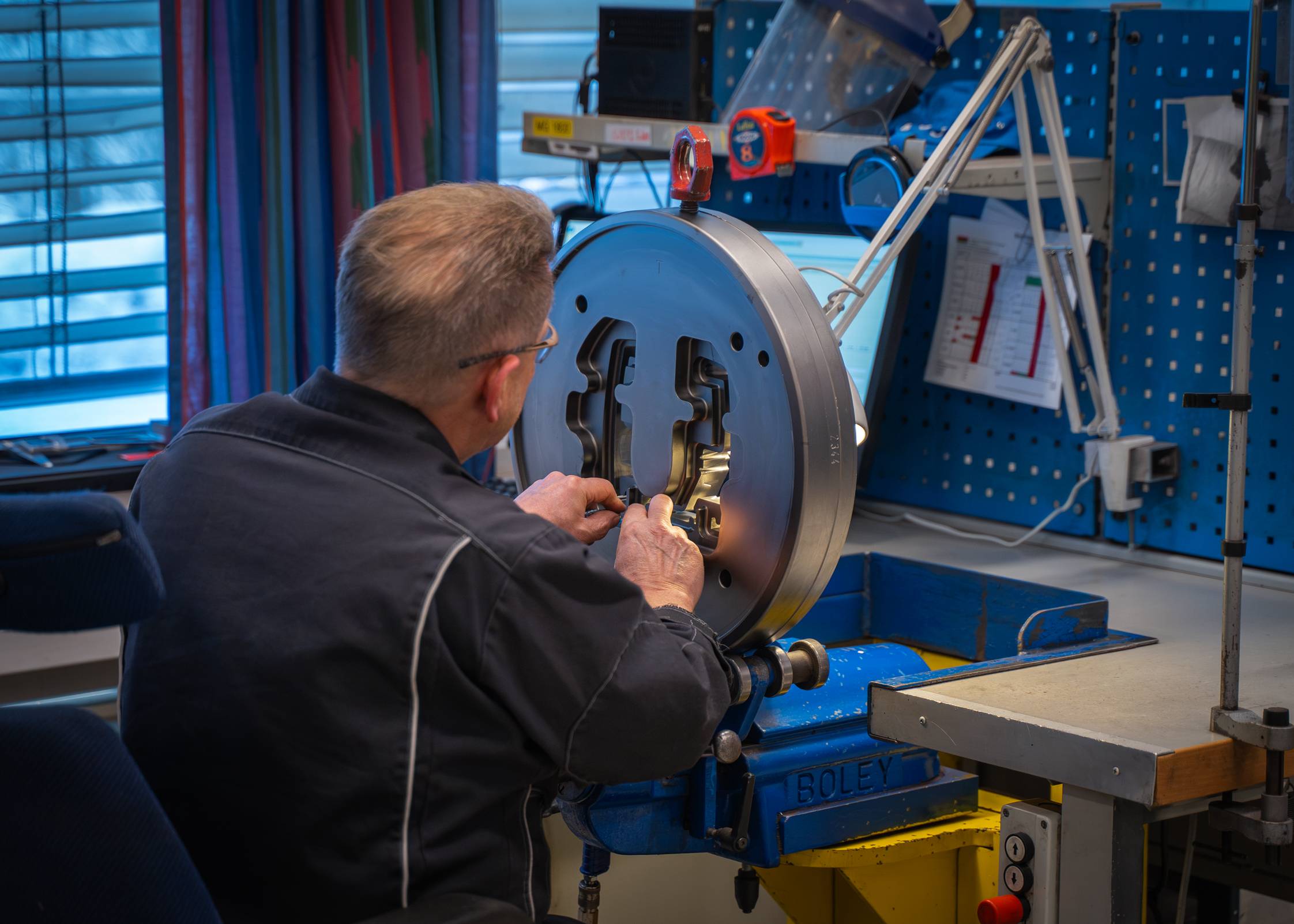

The extrusion process
Below you will find useful information about the extrusion process. We recommend watching the movie, as it provides a good overview of the process.
Our factory
Did you know that our factory is as long as the Eiffel Tower, and that we have both anodizing and painting facilities next door ? Read more about our factory below.
Picture of our factory