Svein Inge Nerland
Salgssjef

Våre presser
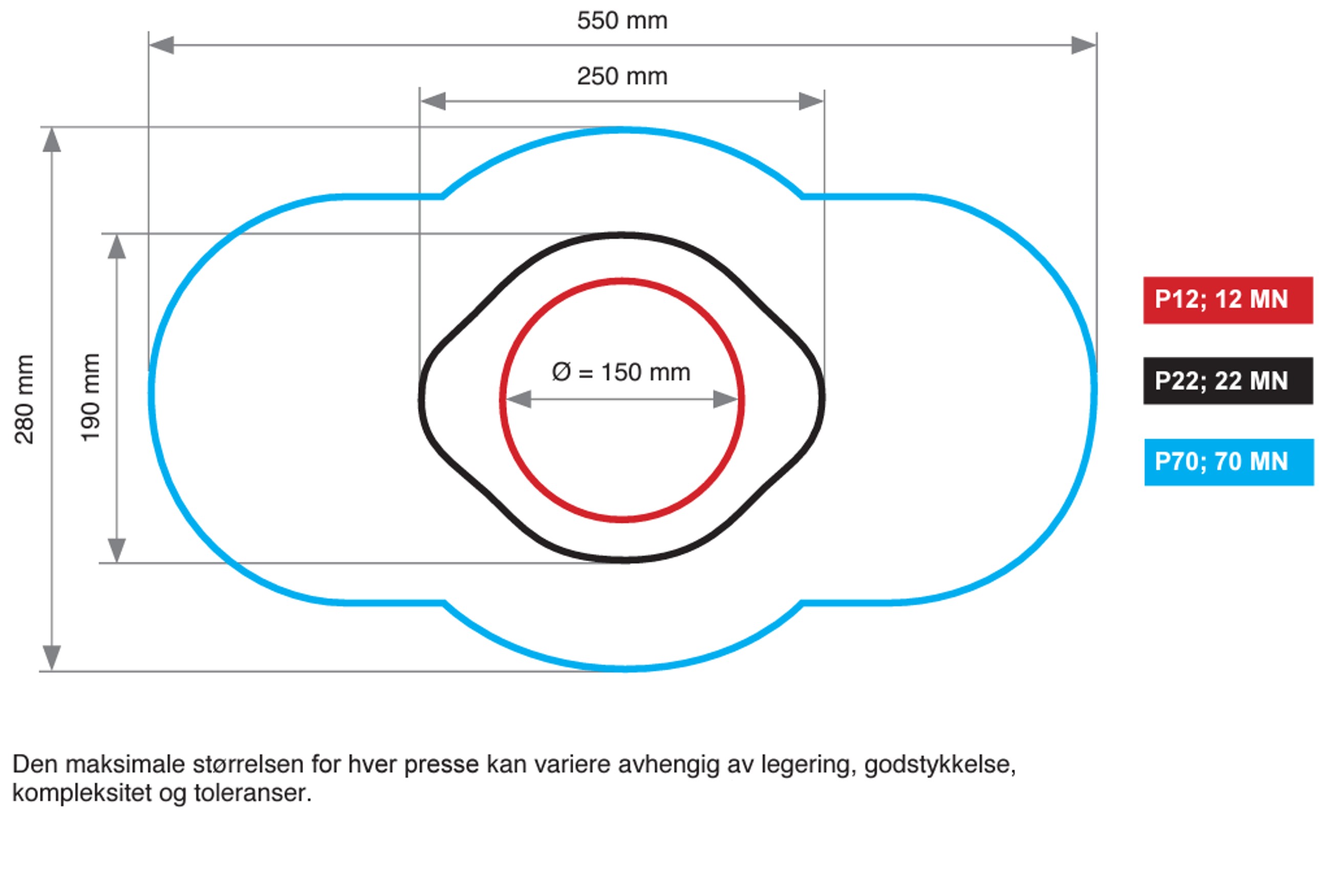
I vår fabrikk har vi tre presser, utfyllende informasjon om pressene finner du nedenfor. På bildet til høyre finner du informasjon om teoretiske størrelser for hver presse, faktiske størrelser kan variere, dette avhenger av legering, godstykkelse, kompleksitet og toleranser.
Raufoss Aluminium har en unik presse sammensetning som gjør at vi dekker de fleste kundebehov. Fra store strukturelle, til små og lette profiler. Vi kan være din totalleverandør uavhengig av ditt profilbehov.
P70 (Nordens kraftigste presse) :
12”
7000 tonn trykk
Maks bredde 520 mm
Maks høyde 280 mm
Maks lengde 14,0 m
Maks vekt 30 kg/m
Spesielt egnet for: Store strukturelle komponenter og harde legeringer.
P22:
8”
2200 tonn trykk
Maks bredde 250 mm
Maks høyde 190 mm
Maks lengde 8,6 m
Maks vekt 8 kg/m
Spesielt egnet for: Medium segmentet innen profiler.
P12:
6”
1200 tonn trykk
Maks bredde 150 mm
Maks høyde 150 mm
Maks lengde 8,6 m
Maks vekt 1,5 kg/m
Spesielt egnet for: Profiler med lav vekt.
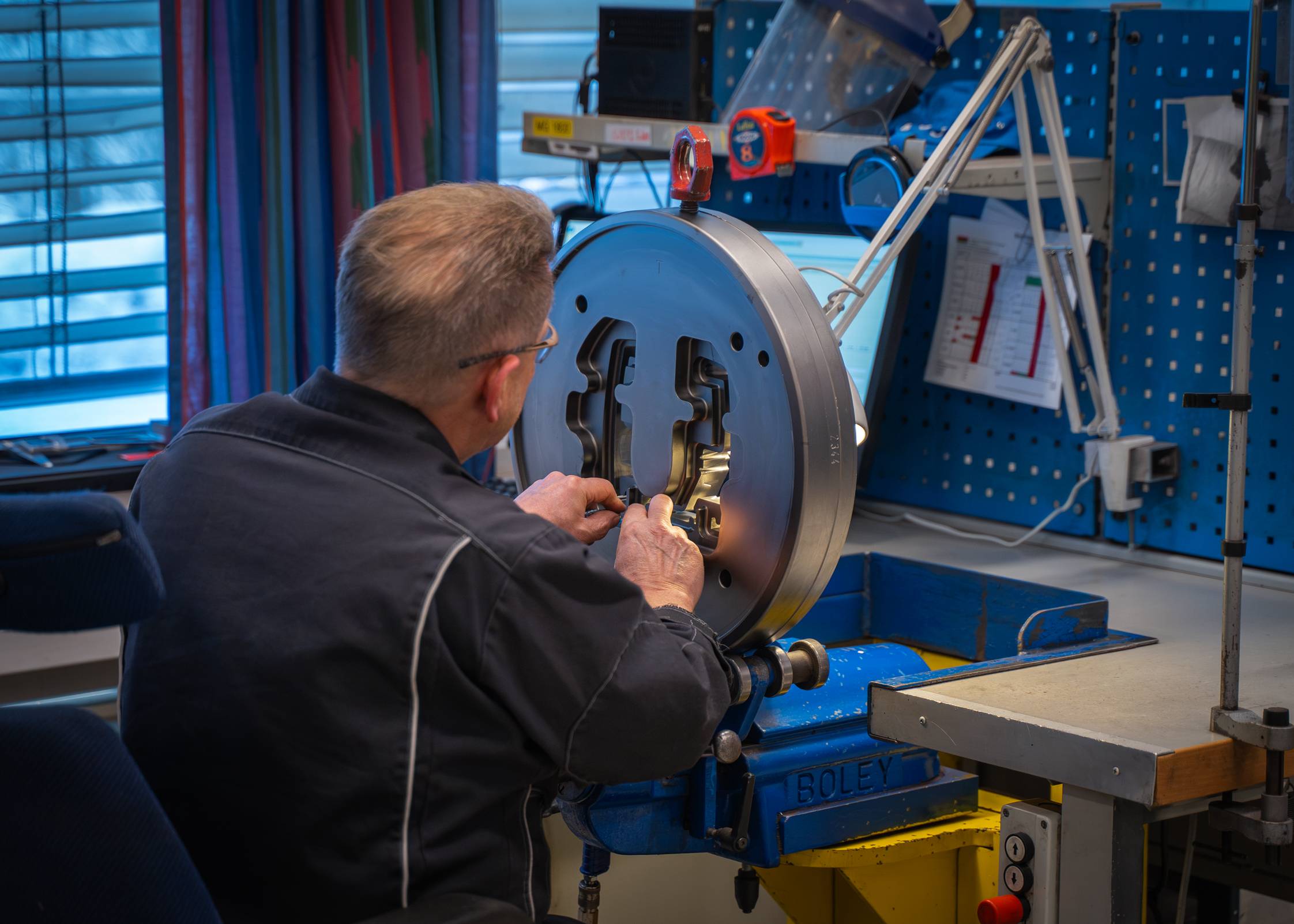

Ekstruderingsprosessen
Nedenfor finner du nyttig informasjon om ekstruderingsprosessen. Vi anbefaler å se filmen, den gir et godt bilde av prosessen.
Vår fabrikk
Viste du at vår fabrikk er like lang som eifeltårnet, og at vi har både anodisering og lakkering vegg i vegg med pressverket ? Les mer om vår fabrikk nedenfor.
Bilde av vår fabrikk